








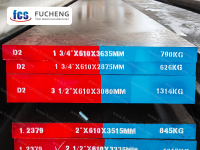
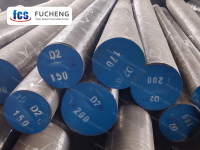

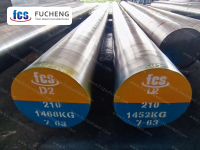

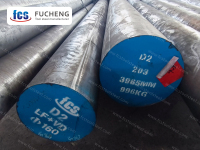
D2 Инструментална стомана | 1.2379 | X155CrVMo12-1 | SKD11
Като еталон за високовъглеродна и високохромна стомана за студено рязане, основният акцент на стоманата D2 се крие в прецизното съотношение от 12% съдържание на хром и 1,5% въглерод, за да се образува голям брой твърди карбиди. Тя поддържа ултрависока твърдост от 60-62HRC, като същевременно има по-добра износоустойчивост от обикновената инструментална стомана (5-8 пъти по-добра от обикновената стомана). След подходяща термична обработка, стоманата D2 може значително да подобри своите антипукнатини, особено подходяща за сценарии на износване с висока якост, като например прецизни щанцови щанци и инструменти за рязане с ножица. Стоманата D2, известна като „полунеръждаема стомана“, също така образува пасивен филм на повърхността си, за да забави корозията, превръщайки се в класически избор за балансиране на производителността и цената в индустриалната област.
- Fucheng steel
- Китай
- 1 месец
- 2000 тона/месец
- информация
- видео
- изтегляне
D2 ИНСТРУМЕНТНА СТОМАНА
| Метод на топене и производство: | LF+VD+Ковано |
| Състояние на доставката: | Отгрят |
| Твърдост при доставка: | ≤255 HBS |
| Стандарт за UT тест: | Септември 1921-84 Клас 3 D/d,E/e |



СРАВНЕНИЕ НА СТОМАНА С МАРКА D2 И СРАВНЕНИЕ НА ХИМИЧЕСКИЯ СЪСТАВ
| Стандартен/клас стомана | Химичен състав (%) | ||||||
| C | И | Минесота | Кр | За | В | ||
| ASTM | Д2 | 1.40~1.60 | ≤0.60 | 0,10~0,60 | 11.00~13.00 | 0,70~1,20 | 0,50~1,10 |
| DIN/W-№ | X155CrVMo12-1/1.2379 | 1,45~1,60 | ≤0.60 | 0,20~0,60 | 11.00~13.00 | 0,70~1,00 | 0,70~1,00 |
| ТОЙ | СКД11 | 1.40~1.60 | ≤0,40 | ≤0.60 | 11.00~13.00 | 0.80~1.20 | 0,20~0,50 |
ПРИЛОЖЕНИЕ
Инструменталната стомана D2 е подходяща за инструментална стомана със сложна деформация, всички видове щанци за студено щамповане с висока износоустойчивост и дълъг живот, ножове за студено срязване и плочи за валцоване на резби; студено екструдиране, разтягане на фолио, листове от неръждаема стомана и балансиращи щанци за рязане на материали с висока твърдост и др.
ХАРАКТЕРИСТИКИ НА СТОМАНА D2
Като представител на високовъглеродните и високохромови легирани инструментални стомани, основните характеристики на стоманата D2 произтичат от уникалния ѝ химичен състав. Съотношението на съдържание на въглерод от 1,4% до 1,6% към съдържание на хром от 11% до 13% в стоманата D2 образува голям брой твърди частици хромов карбид, което е микроскопичната основа на нейните свойства.
Най-забележителното предимство на стоманата D2 е нейната изключителна износоустойчивост, с твърдост от 58-62HRC след термична обработка. Тази характеристика прави стоманата D2 отлична в областта на студено обработваните форми, особено подходяща за издържане на износване при щамповане с висока якост на метални листове.
Стоманата D2 има отлични характеристики на втвърдяване чрез въздушно охлаждане, а висока твърдост може да се постигне чрез въздушно охлаждане. Самовтвърдяващата се способност на стоманата D2 значително намалява риска от деформация при термична обработка, което е от решаващо значение за прецизното производство на форми и може да поддържа размерна стабилност в рамките на ± 0,05 мм.
Въпреки че е класифицирана като закалена на въздух стомана, D2 все още запазва умерена жилавост. Чрез постепенен контрол на процеса на закаляване, ударната жилавост на стоманата D2 може да достигне 20-30J/cm², което я прави материал с добър баланс сред износоустойчивите стомани.
Стоманата D2 показва устойчивост на корозия, която е по-голяма от тази на обикновената въглеродна стомана и неръждаемата стомана. Пасивационният филм, образуван от хромовия елемент в стоманата D2, ѝ придава основна способност за предотвратяване на ръжда, но все пак е необходима повърхностна защита при дългосрочно излагане на влажна среда.
Процесът на термична обработка има значително влияние върху свойствата на стомана D2. Препоръчителният метод на обработка е закаляване в масло при 1020-1040 ℃ и отпускане при 180-220 ℃. Стоманата D2 може да постигне оптимално съотношение на твърдост и жилавост, с остатъчен коефициент на превръщане на аустенит над 95%.
При обработка на стомана D2 трябва да се обърне внимание на избора на режещи инструменти. Препоръчително е да се използват режещи инструменти от твърда сплав или CBN, със скорост на рязане, контролирана на 80-120 м/мин, и достатъчно охлаждане, за да се избегне втвърдяване.
ИНСТРУКЦИИ ЗА ТЕРМИЧНА ОБРАБОТКА НА СТОМАНА D2
Предварително загряване: За стомана D2, за да се минимизират деформациите и напреженията в големи или сложни инструменти, използвайте двойно предварително нагряване. Нагрявайте със скорост, която не надвишава 222°C на час, до 621–677°C, изравнете температурата и след това нагрявайте до 760–788°C. За нормални инструменти използвайте само втория диапазон като еднократно предварително нагряване.
Аустенитизация (висока температура)За стомана D2, бавно нагрявайте от температурата на предварително нагряване до 1010–1024°C (1850–1875°F) в пещ или солена баня.
ЗакаляванеЗа стомана D2, охладете на въздух или под налягане на газ до 51–66°C. Части с дебелина до 101,6 мм ще се втвърдят напълно при въздушно охлаждане от 857°C; части с дебелина до 152,4 мм ще се втвърдят напълно при въздушно охлаждане от 885°C.
ЗакаляванеЗа стомана D2, отпуснете веднага след закаляване. Задръжте за 1 час на инч дебелина (минимум 2 часа), след което охладете на въздух до стайна температура.
За максимална износоустойчивост, отпускайте при 149–177°C (300–350°F), за да постигнете твърдост 62–64 HRC.
За оптимален баланс между износоустойчивост и жилавост, отпускането се извършва при 260–288°C (500–550°F), което води до твърдост 58–60 HRC.
За максимална здравина, извършете двойно отпускане (2 часа + 2 часа) над 510°C (950°F), като получите твърдост под 58 HRC.
За напречни сечения по-големи от 152,4 мм (6 инча) или инструменти, които ще се обработват чрез ерозионна обработка след термична обработка, накиснете за 4–6 часа при температури на отпускане под 510°C (950°F), за да намалите вътрешните напрежения и да подобрите стабилността.
Отгряване: За стомана D2, извършете след гореща обработка и преди повторно закаляване. Нагрявайте със скорост не по-висока от 222°C на час до 871–899°C, задръжте за 1 час на инч от максималната дебелина (минимум 2 часа), след което охладете в пещ със скорост не по-висока от 28°C на час до 538°C. Продължете да охлаждате до стайна температура в пещ или на въздух. Крайната твърдост след отгряване трябва да бъде ≤255 HBW.





